






Универсальный кокиль для отливки грузов кормушек. Пошаговая инструкция по изготовлению.
Наиболее точными и долговечными формами для литья, конечно, являются кокили. Однако для изготовления двухчастного кокиля требуется фрезерный станок. Как быть тому, у кого его нет и знакомого фрезеровщика нет, но зато есть элементарные навыки слесаря?
Для грузов разного веса понадобится несколько форм.
Идея наборных форм не нова, многие делают такие формы. Я не претендую на изобретение или новизну. В этой статье я хочу привести пошаговую технологию изготовления наборного кокиля.
Итак, что нам понадобится?
Листовой алюминий толщиной 2 мм, листовой фторопласт толщиной 5 мм, четыре винта М4х35 с гайками, барашками и скрепки. Почему именно фторопласт? Ну, во-первых, он не так интенсивно отводит тепло, значит, форму можно использовать без предварительного прогрева. Кроме того, из фторопласта проще будут выходить штифты, заклепки и грунтозацепы. Если нет фторопласта, то можно использовать алюминий такой же толщины, или склепать несколько листов. Но нужно будет греть форму – это раз. Во-вторых, отверстия под штифты заклепки и грунтозацепы желательно сделать коническими, хотя бы слегка. Алюминий можно заменить и на стальные пластины, но сталь обрабатывается труднее.
Дрель или шуруповерт, сверла диаметром 1, 3, 4 и 6 мм, ножовка по металлу, плоский напильник, полукруглый и треугольный надфили, керно, молоток, тисочки.
В первую очередь нужно сделать чертежи и расчеты.
Проект готов. Как теперь перенести чертежи на металл? Классически, при помощи разметочного штангенциркуля, линейки и чертилки? Во-первых, не у каждого есть разметочный штангенциркуль. Во-вторых, это долго и кропотливо.
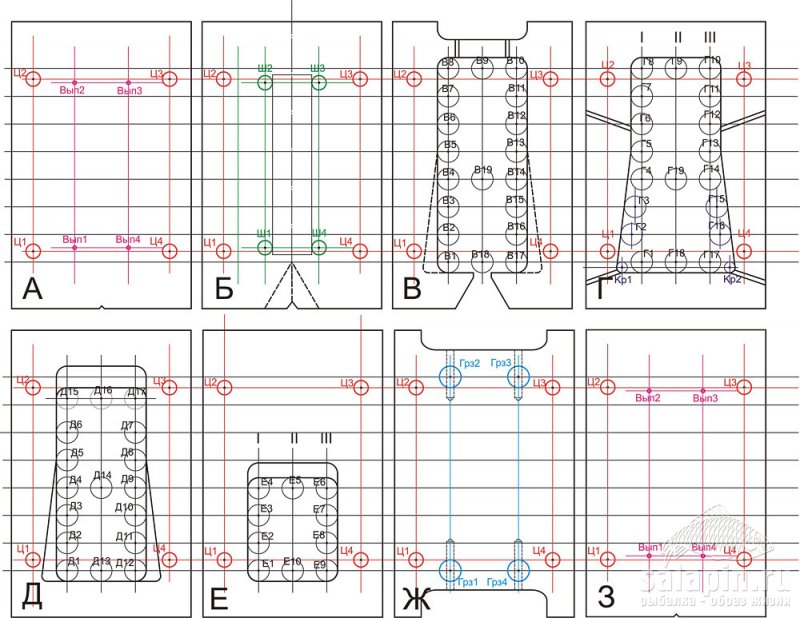
Предлагается следующая технология. Чертежи готовятся в какой-либо чертежной программе или в Corel Draw. После чего распечатываются в масштабе 1:1. Можно просто взять и распечатать приведенный здесь чертеж (надеюсь, что он распечатается 1:1, если этого не получится, то нужно масштабировать его с таким расчетом, чтобы пластины были размером 50х80 мм). Пластины А, В, Г, Д, Е и З – алюминиевые, Б и Ж, как уже писалось, фторопластовые либо алюминиевые.
1. Ножовкой по металлу нарезаем пластины из алюминия и фторопласта размером 50х80 мм с припуском 0,5…1 мм на последующую обработку (фото 1).
2. В районе отверстий Ц1, ставим метку для того, чтобы без проблем собирать пластины в пакеты при обработке.
3. Вырезаем из бумаги шаблон заготовки А и наклеиваем на алюминиевую пластину.
4. Керном намечем отверстия для центровки и монтажа (Ц1, Ц2, Ц3 и Ц4) и выпоры для выхода газов (Вып 1, Вып 2, Вып 3 и Вып 4) (фото 2).
5. Сверлом диаметром 4 мм сверлим центровочно-монтажные отверстия, выпоры сверлим диаметром 1 мм (фото 3).
6. Зажимаем в тисочках пластины А и В, располагая отверстия Ц1 и Ц4 поближе к губкам. Используя пластину А как шаблон, сверлим отверстия Ц1, Ц4 диаметром 4 мм.
7. Стягиваем зажатые пластины А и В двумя винтами М4 с барашком.
8. Переворачиваем и сверлим отверстия Ц2 и Ц3 диаметром 4 мм. Конечно, можно просверлить отверстия Ц сразу во всех пластинах, но только на сверлильном станке. Дрелью не получится. Обязательно будет увод в сторону. Таким образом я угробил партию заготовок.
9. Наклеиваем на пластину В шаблон, совместив на просвет центровочно – монтажные отверстия.
10. По шаблону размечаем пластину В. Размечаем отверстия В1…В19. Так же мелкими точками накерниваем контур, по которому нужно будет обработать напильником и надфилями (то, что изображено сплошными линиями).
11. Сверлим отверстия В1…В19 диаметром 3 мм. Рассверлим эти отверстия до диаметра 6 мм позже. Зачем сверлить в два захода? Если сверлить сразу большим диаметром – возможен увод сверла. У сверла малого диаметра увод значительно меньше (фото 3).
12. Зажимаем в тисочках пластины В и Г, располагая отверстия Ц1 и Ц4 поближе к губкам. Используя пластину В как шаблон, сверлим отверстия Ц1, Ц4 диаметром 4 мм.
13. Стягиваем зажатые пластины В и Г двумя винтами М4 с барашком.
14. Переворачиваем и сверлим отверстия Ц2 и Ц3 диаметром 4 мм.
15. Стягиваем зажатые пластины В и Г четырьмя винтами М4 с барашком.
16. В пластине Г, используя как кондуктор пластину В, сверлим отверстия ряда Г, за исключением Г2, Г3, Г15, Г16 диаметром 3 мм (фото 4).
17. Разбираем пакет. Наклеиваем на пластину Г шаблон, совместив на просвет отверстия ряда Г (фото 5).
18. Накерниваем на пластине Г отверстия Г2, Г3, Г15, Г16 и Кр1, Кр2. Так же мелкими точками накерниваем контур, по которому будем обрабатывать.
19. Сверлим все накерненные отверстия в пластине Г диаметром 3 мм.
20. Зажимаем в тисочках пластины В и Д, располагая отверстия Ц1 и Ц4 поближе к губкам. Используя пластину В как шаблон, сверлим отверстия Ц1, Ц4 диаметром 4 мм.
21. Стягиваем зажатые пластины В и Д двумя винтами М4 с барашком.
22. Переворачиваем и сверлим отверстия Ц2 и Ц3 диаметром 4 мм.
23. Стягиваем зажатые пластины В и Д четырьмя винтами М4 с барашком.
24. В пластине Д, используя как кондуктор пластину В, сверлим отверстия ряда Д за исключением Д15, Д16 и Д17 диаметром 3 мм.
25. Разбираем пакет. Наклеиваем на пластину Д шаблон, совместив на просвет отверстия ряда Д.
26. Накерниваем на пластине Д отверстия Д15, Д16 и Д17. Так же мелкими точками накерниваем контур, по которому будем обрабатывать.
27. Сверлим все накерненные отверстия в пластине Д диаметром 3 мм.
28. Зажимаем в тисочках пластины Д и Е, располагая отверстия Ц1 и Ц4 поближе к губкам. Используя пластину Д как шаблон, сверлим отверстия Ц1, Ц4 диаметром 4 мм.
29. Стягиваем зажатые пластины Д и Е двумя винтами М4 с барашком.
30. Переворачиваем и сверлим отверстия Ц2 и Ц3 диаметром 4 мм.
31. Стягиваем зажатые пластины Д и Е четырьмя винтами М4 с барашком.
32. В пластине Е, используя как кондуктор пластину Д, сверлим все отверстия ряда Е диаметром 3 мм.
33. Зажимаем в тисочках пластины А и З, располагая отверстия Ц1 и Ц4 поближе к губкам. Используя пластину А как шаблон, сверлим отверстия Ц1, Ц4 диаметром 4 мм и отверстия Вып1…Вып4 диаметром 1 мм.
34. Стягиваем зажатые пластины Д и Е двумя винтами М4 с барашком.
35. Переворачиваем и сверлим отверстия Ц2 и Ц3 диаметром 4 мм.
36. Стягиваем зажатые пластины А и З четырьмя винтами М4 с барашком и сверлим отверстия Вып2…Вып3 диаметром 1 мм, используя пластину А как шаблон.
37. Наклеив шаблон Б на фторопластовую заготовку намечаем отверстие Ц1 и сверлим диаметром 4 мм.
38. Собираем в пакет пластины А, В, Г, Д, Е, З и Б одним винтом через отверстием Ц1. Дополнительно центруем цилиндрической частью сверла отверстия Ц3, тщательно совместив все отверстия Ц. Зажимаем пакет в тисочки. Используя как кондуктор пакет А, В, Г, Д, Е, З, сверлим в фторопластовой пластине отверстия Ц2…Ц4. Почему именно так? Во фторопласте сверло может очень сильно повести в строну или под углом. Пакет алюминиевых заготовок толщиной 12 мм служит хорошим кондуктором.
39. Так же как и в пластине Б, сверлим отверстия Ц2…Ц4 в пластине Ж.
40. Собрав пакет А, Б четырьмя винтами, используя как кондуктор пластину А, сверлим отверстия диаметром 1 мм через отверстия Вып. Точно так же поступаем с пластиной Ж.
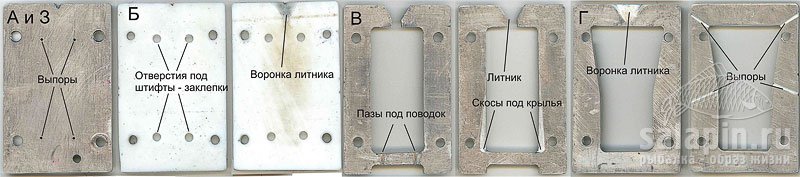
41. Рассверливаем в пластине Б отверстия Ш1…Ш4 с диаметра 1 мм до 4 мм. Делаем вырез для образования воронки литника.
42. Рассверливаем в пластине Ж отверстия Грз1…Грз4 с диаметра 1 мм до 5 мм. Чтобы грунтозацеп имел конический кончик, нужно сделать следующее. Подложить под фторопластовую заготовку металлическую пластину и, зажав в тисочках, рассверливать отверстия. Сверло не пройдет до конца, упрется в металл (фото 6). Сверлом диаметром 1 мм сверлим отверстия перпендикулярно оси отверстий Грз1…Грз4. При литье в эти отверстия вставляются скобка из проволочки диаметром 1 мм. После кристаллизации свинца проволочки удаляются и в грунтозацепах остаются отверстия. Зачем они нужны, я опишу позже.
43. В пластинах В, Г, Д и Е рассверливаем все необходимые отверстия согласно чертежу с 3 до 6 мм.
44. Собираем все пластины в пакет в последовательности А, Б, В, Г, Д, Е, Ж и З (фото 7). Обрабатываем грани пакета напильником до получения ровной поверхности. Это нужно для того, чтобы при последующих обработках и сборке пакета пластины точно совмещались. После окончания обработки на одной из граней сделать два пропила треугольным надфилем (один под прямым углом, второй под острым), для того чтобы проще было собирать форму.
45. Пластины А, Б, Ж и З практически готовы. Осталось убрать заусенцы наждачкой.
46. Перерезая перемычки треугольным надфилем удаляем из пластин В, Г, Д и Е лишний металл и обрабатываем с припуском 0,5…1 мм.
47. Собираем пакет В, Г, Д и Е, надфилем обрабатываем все пластины по контуру пластины Е.
48. Убираем из пакета пластину Е, обрабатываем скос. Убираем заусенцы. Пластина готова.
49. Далее обрабатываем пакет В, Г, Д по контуру пластины Д.
50. Убираем из пакета пластину Д, обрабатываем передний скос и скосы в районе крылышек. Скосы в районе крылышек необходимы, в противном случае не получить полноценную форму – свинец не успевает пролиться в узкую двухмиллиметровую щель и застывает. Эти скосы должны быть направлены в сторону пластины Г! Убираем заусенцы. Пластина готова.
51. Далее обрабатываем пакет В, Г по контуру пластины В.
52. Разбираем пакет, обрабатываем по контуру пластину Г. Треугольным напильником делаем выпоры в районе крылышек. Убираем заусенцы – пластина готова.
53. На пластине В делаем скосы в районе крылышек. Эти скосы должны быть направлены в сторону пластины Г! Пропиливаем и обрабатываем литник. Треугольным напильником делаем пазы под петельку. Убираем заусенцы – пластина готова.
Кокиль готов. Собираем и делаем пробную отливку. Как показали испытания, прогревать предварительно форму не нужно.
Форма позволяет отлить 16 различных грузов весом от 37 до 127 граммов. Веса приводятся в таблице. Это расчетные веса. Реально они будут отклоняться в ту или иную сторону. Абсолютно точно изготовить в домашних условиях кокиль трудно. Кроме того, в достаточно толстых местах обязательно образуются раковины. При более или менее тщательном изготовлении отклонения будут в пределах 5%.
Комбинация Вес Комбинация Вес
БВ 37 БВДЕ 87
БВЖ 40 БВДЕЖ 88
БВЕ 54 БВГЕ 91
БВЕЖ 55 БВГЕЖ 92
БВД 70 БВГД 107
БВДЖ 73 БВГДЖ 110
БВГ 74 БВГДЕ 124
БВГЖ 77 БВГДЕЖ 127
При сверлении алюминия желательно применять смазку. Например, VD-40. Со смазкой сверло идет легче и не наблюдается сильного увода.
Поскольку грунтозацепы находятся напротив штифтов заклепок, то при приклепывании контейнера на грунтозацеп нужно одеть гайку М6. Грунтозацеп не будет поврежден.
Упростить изготовление поводков можно, используя простое приспособление, показанное на рисунке.
Порядок изготовления показан на рисунках.
1.Огибаем проволоку (в моем случае скрепка) вокруг стержня (фото 8).
2.Пальцами скручиваем колечко (фото 9).
3.Формируем поводок. Теперь размер точно совпадает с пазами в пластине В (фото 10).
Расстояние по краям стержней (в данном случае просто винты М3) должно совпадать с расстояние между центрами пазов для поводка в пластине В (фото 11).
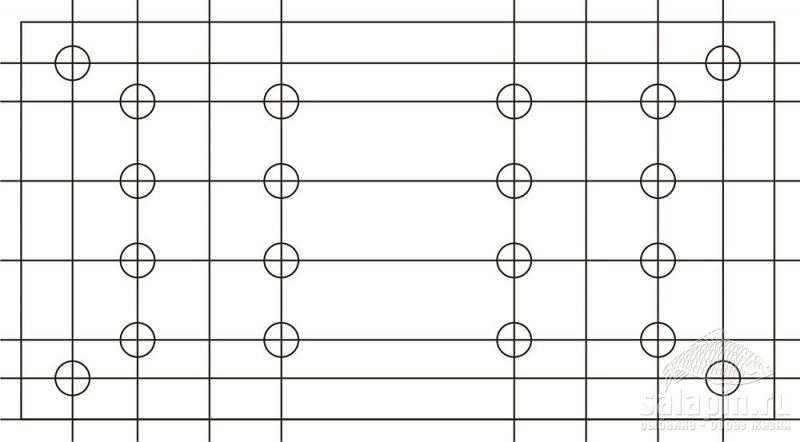
Чтобы упростить разметку контейнера, можно сделать простейший шаблон. Его можно начертить на бумаге или, так же как и шаблоны пластин, на компьютере. Перевести шилом этот шаблон на достаточно толстый пластик. Теперь шилом используя шаблон достаточно легко размечать контейнеры.
Отверстия в контейнере делаем любым удобным способом. Можно паяльником, но я использую дырокол. Контейнер приклепываю через шайбы с внутренним диаметром 4 мм. Они компенсируют неточность диаметра и положения отверстий и держат контейнер более прочно.
Зачем нужны отверстия в грунтозацепах?
Вставив в отверстия проволоку, загнутую буквой «П», и слегка загнув кончики, мы получим проволочный грунтозацеп с предохранительным механизмом (фото 12). В случае глухого зацепа усики разогнутся, и грунтозацеп останется на дне. Регулируя угол загиба, можно подобрать силу, при которой проволока выйдет из отверстий.
Статья публиковалась в журнале "Salapin.ru Magazine" N9
















Жесткие чехлы Тубусы и Подсак Sabaneev Foton